




Бронированные шланги
Когда говорят ?бронированные шланги?, многие сразу представляют себе просто резиновый рукав в металлической оплетке. И в этом кроется главная ошибка. На деле, ?броня? — это не про внешний вид, а про функциональность в экстремальных условиях. Речь идет о шлангах, которые должны выдерживать не просто давление, а постоянные динамические нагрузки, истирание о породу, воздействие агрессивных сред и резкие перепады температур. Если в обычной гидравлике можно сэкономить, то в горнодобывающем секторе или на тяжелой технике некачественный бронированный шланг — это прямая дорога к простою, а то и к аварии. Я много раз видел, как попытка заменить специализированный шланг на ?похожий? с обычной оплеткой заканчивалась разрывом на самом критичном участке.
Из чего на самом деле состоит ?броня?
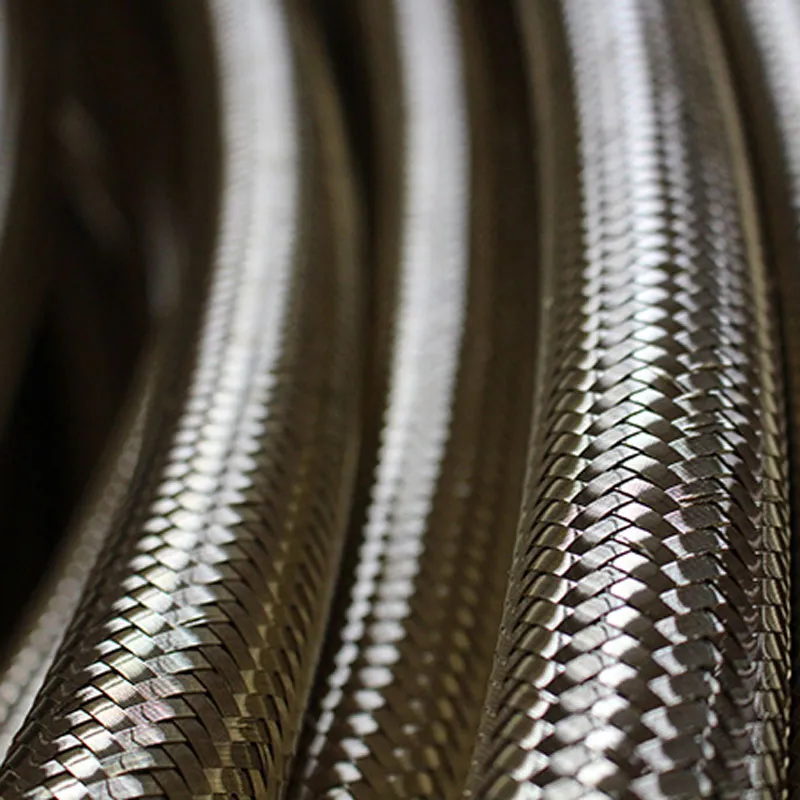
Итак, металлическая оплетка — это лишь один, самый видимый слой. Но ее конструкция — это уже целая наука. Важно не только количество слоев (две, четыре, шесть), но и угол навивки проволоки, и ее собственное покрытие. Оцинкованная сталь — стандарт, но для сред с высокой влажностью или химической активностью нужна уже нержавейка, иначе оплетка сгниет изнутри за сезон, хоть резина и будет цела. Часто упускают момент с межслойной адгезией: если связь между резиновым слоем и оплеткой слабая, под высоким давлением шланг просто ?вздуется?, оплетка разойдется, и это конец.
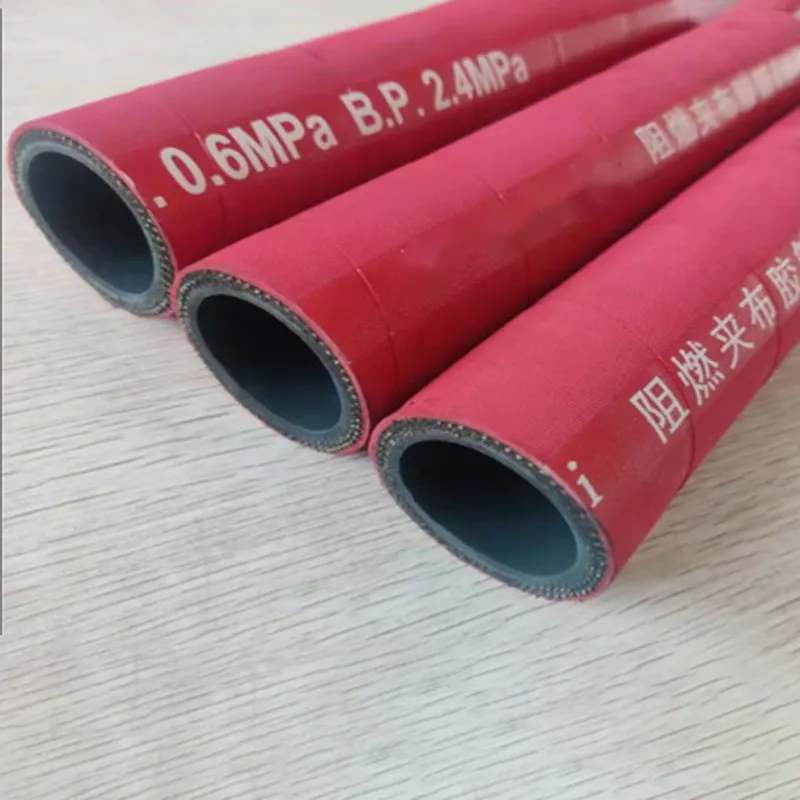
Еще один нюанс — внутренний резиновый слой. Он должен быть не просто маслобензостойким. Для гидравлики крепей часто используются специальные огнестойкие жидкости (HFA, HFB), которые ?съедают? обычную резину. Поэтому состав компаунда — это ноу-хау любого серьезного производителя. Я помню случай на одном из разрезов, когда партия шлангов от нового поставщика начала ?течь? не снаружи, а изнутри, разъедая слой за слоем. Причина — несовместимость резины с применяемой эмульсией.
И конечно, фитинги. Даже самый прочный бронированный шланг можно убить плохим обжимом. Пресс-форма должна идеально соответствовать диаметру и конструкции шланга. Переобжал — повредил каркас, недожал — соединение потечет при первом же скачке давления. Это та самая операция, где опыт и калибровка оборудования решают все. У нас в цеху всегда был запас фитингов от проверенных брендов, потому что с ?ноунейм? стабильности не добиться.
Где и почему они критически важны
Основное поле битвы для таких шлангов —, конечно, горная добыча. Гидростойки крепей — это сердце проходки. Шланг высокого давления, подводищий жидкость к цилиндрам, работает в условиях постоянной вибрации, ударов, в облаках угольной пыли и влаги. Его выход из строя означает остановку всей секции и колоссальные убытки. Здесь не до экспериментов — нужен продукт, сделанный именно под эти условия.
Но не только шахты. Металлургические комбинаты, где шланги используются для гидравлики прокатных станов или разливки стали. Температурный фон совершенно другой, плюс риск попадания окалины. Или тяжелое машиностроение — прессы, экскаваторы, краны. Везде, где есть высокое динамическое давление и сложная внешняя среда, простой гидравлический рукав не проживет и месяца. Я как-то видел, как на карьере шланг на экскаваторе, не предназначенный для абразивных воздействий, перетерся о конструкцию за две недели, хотя давление держал исправно. Внешняя ?броня? в виде дополнительной полимерной оболочки или специального плетения спасла бы ситуацию.
В этом контексте стоит упомянуть и специализированных производителей, которые фокусируются именно на этом сегменте. Например, компания ООО ?Хэншуй Дачан Трубная Индустрия? (сайт: dachang.ru) позиционирует себя как производитель гибких шлангов и сборок именно для гидравлических стоек. Их ассортимент — резиновые шланги с металлооплеткой и гидравлические шланги для крепей с металлообмоткой — как раз попадает в узкую нишу бронированных решений для горнодобычи. Важен их акцент на шланговых сборках — то есть готовых изделиях с обжатыми фитингами, что как раз критично для качества монтажа на объекте.
Опыт неудач: чему учит практика
Расскажу про один наш собственный провальный опыт, который многому научил. Как-то поставили задачу найти более дешевую альтернативу для шлангов на систему орошения отвалов (там давление невысокое, но среда — вода с реагентами). Взяли шланг с металлооплеткой, но, как позже выяснилось, с внутренним слоем из обычной пищевой резины. По спецификациям вроде бы подходил. Через три месяца пошли жалобы на потерю гибкости и трещины. Оказалось, реагенты в воде вызвали быстрое старение резины, она потеряла эластичность, и оплетка, оставшись без поддержки, начала ломаться при изгибах. Сэкономили копейки, потеряли на замене и простоях — огромные суммы.
Другой частый камень преткновения — несоответствие гибкости заявленным характеристикам. Бронированный шланг по определению менее гибок, чем обычный. Но для монтажа в стесненных условиях нужен оптимальный баланс. Бывало, привозили шланги, которые по паспорту должны были гнуться с определенным радиусом, а на деле их приходилось буквально ?вбивать? в посадочное место, создавая опасные напряжения. Это вопрос качества калибровки и используемых материалов при производстве внутреннего каркаса.
Вывод прост: нельзя выбирать такие изделия только по прайсу или общим словам в каталоге. Нужно требовать детальные ТУ, а лучше — тестовые образцы для проверки в своих, пусть и упрощенных, условиях. Или работать с теми, кто уже зарекомендовал себя в конкретной отрасли. Как та же ООО ?Хэншуй Дачан Трубная Индустрия?, которая четко указывает специализацию на продукции для горнодобывающей промышленности. Это уже фильтр, отсекающий универсалов, чьи ?решения? часто оказываются компромиссными.
На что смотреть при выборе и приемке
Первое — маркировка. Она должна быть четкой, несмываемой и содержать не только торговую марку, но и данные о стандарте (ГОСТ, DIN, SAE), рабочем и испытательном давлении, дате изготовления. Если маркировка стирается пальцем — это первый тревожный звонок о качестве внешней оболочки.
Второе — внешний вид. Оплетка должна быть уложена ровно, без ?горбов? и перехлестов. Концы среза должны быть аккуратно обработаны, чтобы не было торчащих проволок, которые потом вопьются в руки при монтаже. Цвет внешней резины — равномерный. Серые разводы или пятна могут говорить о нарушениях в процессе вулканизации.
Третье, и самое важное — тест на гибкость и память. Возьмите отрезок и согните его до минимального радиуса, указанного в паспорте. Затем отпустите. Он должен относительно легко вернуться к исходной форме, без остаточной сильной деформации. Если он остался ?колом? или на внешней стороне изгиба появились мелкие трещинки — брак. Это проверка на качество внутренних слоев и адгезии.
И конечно, всегда нужно проверять сертификаты, особенно для ответственных применений. Но бумаги — бумагами, а небольшая практическая проверка, как описано выше, спасет от многих проблем. При заказе же у специализированных поставщиков, вроде упомянутой компании с dachang.ru, имеет смысл запросить информацию по конкретным успешным кейсам применения их шланговых сборок в условиях, близких к вашим.
Вместо заключения: мысль вслух
Так что, возвращаясь к началу. Бронированные шланги — это не тип продукции, а скорее класс надежности для конкретных условий. Их нельзя рассматривать как обычный расходник. Это такой же важный узел, как насос или клапан. Экономия здесь — ложная. Правильный подход — это точный подбор под задачу, требование детальной документации и, в идеале, сотрудничество с производителями, которые глубоко в теме, а не просто фасуют метры шланга с оплеткой. Потому что в итоге считаются не метры, а часы бесперебойной работы техники. И в этих часах — вся разница между рентабельным проектом и убыточным.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Сборные гидравлические шланги
Сборные гидравлические шланги -
 Сводка по Типу 2WB
Сводка по Типу 2WB -
 Гидравлический шланг со стальной оплеткой тип 2 2WB-38
Гидравлический шланг со стальной оплеткой тип 2 2WB-38 -
 6S-32
6S-32 -
 Универсальные гидравлические шланги с проволочной оплеткой Тип 1 (1WB)
Универсальные гидравлические шланги с проволочной оплеткой Тип 1 (1WB) -
 R13
R13 -
 DIN EN853 Гидравлические шланги со стальной оплёткой
DIN EN853 Гидравлические шланги со стальной оплёткой -
 Металлические гибкие шланги
Металлические гибкие шланги -
 Изолированные резиновые шланги
Изолированные резиновые шланги -
 4SP-51
4SP-51 -
 Резиновый напорный шланг с тканевым каркасом для нефтепродуктов
Резиновый напорный шланг с тканевым каркасом для нефтепродуктов -
 Резиновые шланги серии SAE
Резиновые шланги серии SAE
Связанный поиск
Связанный поиск- шланг резиновый 14 мм внутренний
- шланг резиновый черный 1 2
- шланг резиновый армированный 16 мм маслобензостойкий
- Крупногабаритные резиновые шланги
- шланги резиновые больших диаметров
- купить резиновые шланг 50мм
- шланг резиновый 25мм
- Всасывающе-нагнетательные резиновые шланги
- шланг поливочный резиновый армированный нитью
- шланг резиновый 20мм армированный