




Гидравлический шланг с установленными фитингами с двух сторон
Вот это сочетание — ?гидравлический шланг с установленными фитингами с двух сторон? — у новичков часто вызывает иллюзию простоты. Мол, привезли бухту шланга, накрутили концевые соединения, обжали — и готово. На деле же это цельная сборка, узел, где от совместимости и качества исполнения каждой составляющей зависит работа всей системы, а порой и безопасность. Проваливался на этом сам, когда в погоне за скоростью сборки не уделял должного внимания подготовке конца шланга под опрессовку.
Где кроется главный подвох в сборке
Основная ошибка, которую я часто наблюдаю, — отношение к фитингу как к чему-то второстепенному. Берут хороший, дорогой шланг высокого давления, а на него ставят совместимые по резьбе, но условно подходящие фитинги от непроверенного поставщика. Резьба-то подходит, а вот угол уплотнения, твердость материала, качество обработки конусной поверхности — нет. В результате под нагрузкой и вибрацией появляется течь, причем не сразу, а после сотни-другой часов работы, когда оборудование уже на объекте.
Еще один нюанс — сама установка. Казалось бы, все просто: вставил конец шланга в фитинг, завел в обжимную машину и нажал кнопку. Но здесь важен контроль. Длина зачистки внешнего слоя, состояние внутренней трубки после резки, отсутствие перекоса при посадке в гильзу фитинга. Малейшая оплошность — и обжим получается негерметичным. У себя в цеху мы ввели обязательную выборочную проверку сечения обжатых образцов под микроскопом, чтобы визуально оценить качество обжима гильзы на арматуре.
Кстати, о совместимости. Не все шланги и фитинги, даже от одного производителя, идеально подходят друг к другу. Была история с партией шлангов от одного китайского завода, где диаметр внутреннего резинового слоя плавал в допусках. Наши стандартные фитинги входили слишком туго или, наоборот, с зазором. Пришлось подбирать и тестировать несколько вариантов гильз от разных производителей, пока не нашли оптимальный. Это к вопросу о том, что готовая сборка — это всегда результат подгонки.
Опыт с поставщиками комплектующих
В поисках надежных решений для сборки мы сотрудничаем с профильными производителями. Например, ООО ?Хэншуй Дачан Трубная Индустрия? (https://www.dachang.ru) — их спецификация как раз близка к нашим задачам. Компания является специализированным производителем гибких шлангов и шланговых сборок для гидравлических стоек, и что важно — они производят и металлооплетенные резиновые шланги, и шланговые сборки. Это значит, что они понимают процесс изнутри.
Работая с их продукцией, например, с теми же гидравлическими шлангами для крепи, видно, что концы шланга подготовлены под опрессовку более стабильно. Риск разной толщины внутреннего слоя или ?сползания? оплетки при резке меньше. Это критично, когда ты собираешь гидравлический шланг с установленными фитингами с двух сторон не штучно, а серийно для какого-нибудь горнодобывающего комбайна. Каждая сборка должна быть идентична предыдущей по прочностным характеристикам.
Но и здесь без слепого доверия. Любую новую партию шлангов, даже от проверенного поставщика вроде Дачан, мы сначала тестируем на разрыв и импульсное давление с нашими фитингами. Потому что партия к партии может отличаться. Как-то получили шланг, в маркировке которого было указано давление на 10% выше, чем у предыдущего, а на испытаниях он показал результаты на уровне старого. Оказалось, изменили поставщика резиновой смеси. Пришлось вести переговоры и уточнять спецификации.
Полевые условия — где теория отрывается от практики
Все лабораторные испытания — это одно. А вот когда собранный узел попадает в забой, начинается самое интересное. Вибрация, ударные нагрузки, перепады температур, воздействие агрессивной среды — шахтная гидравлика это не станок в цеху. И здесь проявляются все огрехи сборки.
Запомнился случай на угольном разрезе. На гидроцилиндрах новой крепи стояли наши сборки. Через месяц эксплуатации на нескольких узлах появились следы просачивания масла именно в месте обжима фитинга. При разборке выяснилось, что вибрация вызвала микроподвижность в месте соединения, а из-за того, что внутренняя трубка шланга при обжиме была слегка смещена, произошло ее постепенное истирание. Проблема была не в качестве шланга или фитинга по отдельности, а в том, что технология обжима для таких условий вибрации требовала дополнительного контроля позиционирования.
После этого мы стали для особо ответственных узлов применять фитинги с насечкой на штуцере, которая лучше удерживает внутренний слой шланга от проворота. И обязательно наносим метку на гильзу и шланг после обжима, чтобы при монтаже на объекте монтажники могли визуально проверить, не провернулась ли сборка в процессе установки.
Про подбор фитингов и экономию, которая выходит боком
Часто заказчик, особенно когда бюджет ограничен, просит: ?Поставьте самый простой фитинг, лишь бы резьба подошла?. Или того хуже — привозит свои фитинги, купленные где-то по дешевке. Отказаться от работы сложно, но и гарантировать результат в такой ситуации невозможно. Объясняю на пальцах: фитинг — это не просто переходник, это часть силового тракта.
Дешевый фитинг часто делается из сырой, некачественной стали. Он может не выдержать циклических нагрузок и лопнуть, а может иметь шероховатую поверхность конуса, которая не обеспечит герметичного прилегания к борту шланга после обжима. Итог — течь. А замена одной сборки в полевых условиях, особенно на высоте или в труднодоступном месте, обходится в десятки раз дороже, чем изначальная экономия на компонентах.
Поэтому мы настаиваем на использовании комплектных решений или, по крайней мере, на согласовании всех компонентов. Если берем шланг, например, для сборки от ООО ?Хэншуй Дачан Трубная Индустрия?, то стараемся использовать и их же рекомендованные фитинги или от их партнеров. Потому что они уже провели свою совместимость. Их деятельность, которая включает производство шланговых сборок, предполагает, что они этот вопрос проработали. Это снижает риски для всех.
Вместо заключения: мысль вслух о качестве
Собирая гидравлический шланг с установленными фитингами с двух сторон, ты по сути создаешь новое изделие. И его надежность — это не среднее арифметическое от надежности шланга и фитингов, а некий интегральный показатель, который сильно зависит от технологии сборки и контроля. Можно иметь отличные комплектующие и сделать брак, а можно из средних компонентов, но с идеально отлаженным процессом, получить надежный узел.
Сейчас все больше внимания уделяется прослеживаемости. То есть чтобы для каждой сборки можно было бы узнать, из какой партии шланг, из какой партии фитинги, кто оператор, какие были параметры обжима. Это уже не просто ?трубка с гайками?, это серьезное инженерное изделие. И подход к нему должен быть соответствующим.
Поэтому когда видишь в спецификации ?шланг в сборе?, нужно понимать, что за этим стоит. И выбирать поставщика, который понимает это тоже. Не того, кто просто накрутит переходники, а того, кто сможет обеспечить весь цикл — от подбора компонентов и корректной обпрессовки до испытаний и анализа полевых отказов. Только тогда эта сборка отработает свой ресурс, а не подведет в самый неподходящий момент.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Гидравлический шланг со стальной оплеткой тип 2 2WB-16
Гидравлический шланг со стальной оплеткой тип 2 2WB-16 -
 Изолированные резиновые шланги
Изолированные резиновые шланги -
 4SH 4SP
4SH 4SP -
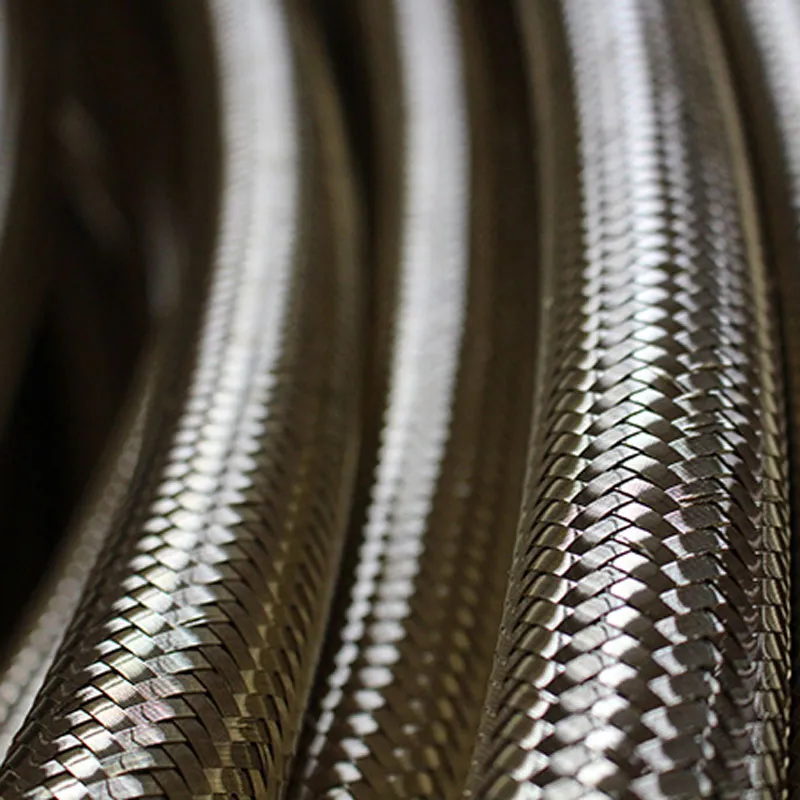
 Металлические гибкие шланги
Металлические гибкие шланги -
 Сводка по Типу 2WB
Сводка по Типу 2WB -
 DIN EN853 Гидравлические шланги со стальной оплёткой
DIN EN853 Гидравлические шланги со стальной оплёткой -
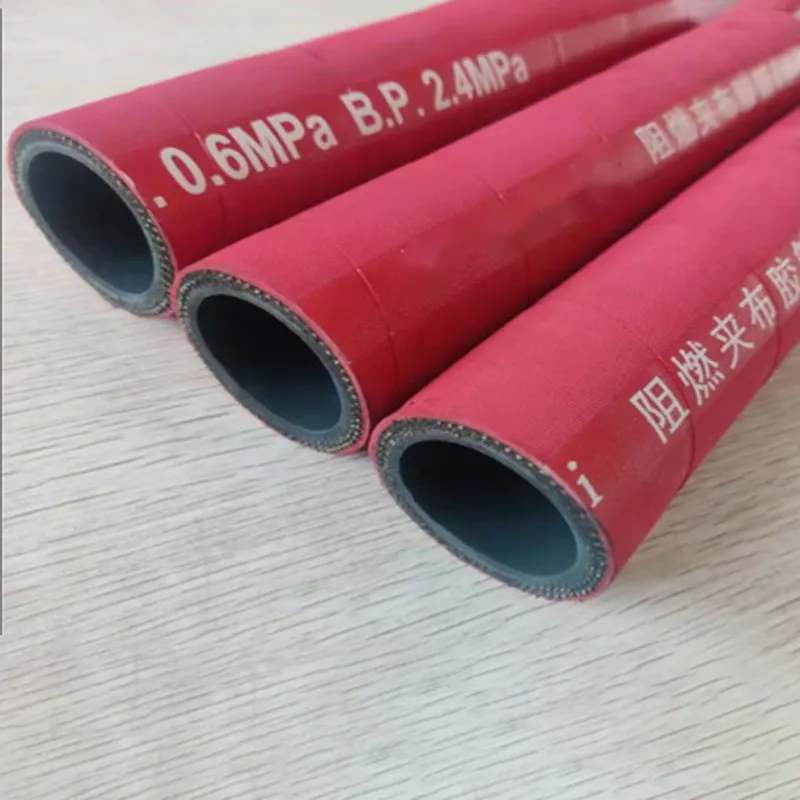
 Резиновый напорный шланг с тканевым каркасом для воды
Резиновый напорный шланг с тканевым каркасом для воды -
 Гидравлический шланг со стальной оплеткой тип 2 2WB-13
Гидравлический шланг со стальной оплеткой тип 2 2WB-13 -
 4SP-51
4SP-51 -
 Сборные гидравлические шланги
Сборные гидравлические шланги -
 4SP-16
4SP-16 -
 Гидравлический шланг со стальной оплеткой тип 2 2WB-38
Гидравлический шланг со стальной оплеткой тип 2 2WB-38
Связанный поиск
Связанный поиск- шланг резиновый ду 50 мм
- шланг резиновый ду 50
- шланг 20мм резиновый поливочный
- бронированная оплетка для шланга высокого давления
- резиновый шланг для насосов 32 мм
- шланг резиновый 3 метра
- шланг резиновый 35 мм внутренний диаметр
- резиновые шланги диаметром 50 мм
- шланг резиновый d 50
- шланг резиновый 8 мм внутренний