




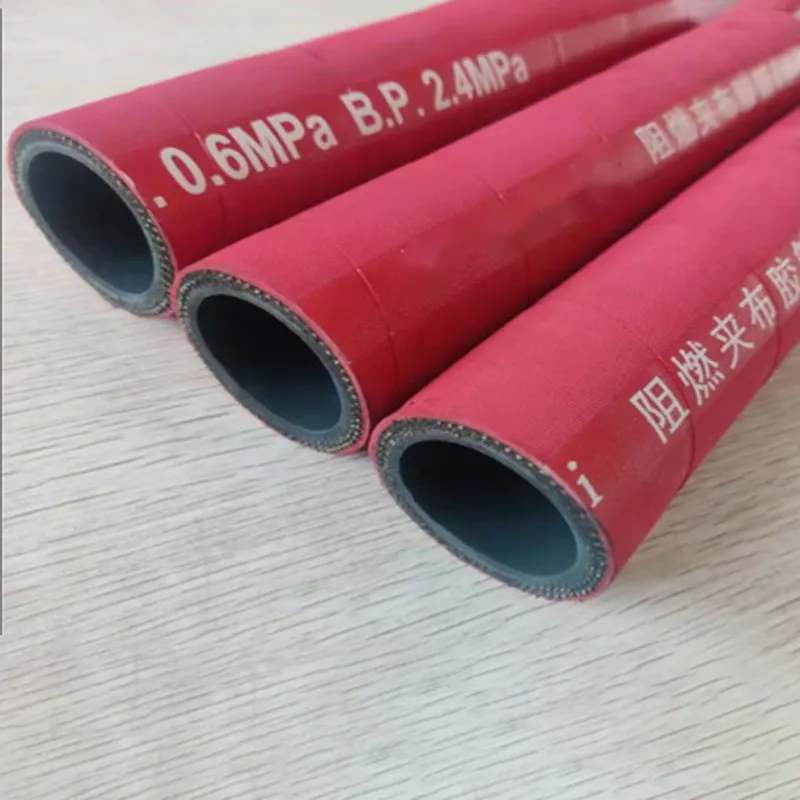
Огнеупорные асбестовые резиновые шланги
Когда слышишь про огнеупорные асбестовые резиновые шланги, первое, что приходит в голову — это что-то вроде универсальной ?брони? для высоких температур. Но на практике всё сложнее. Многие, особенно те, кто только начинает работать с такими системами, думают, что раз шланг огнеупорный и содержит асбест, то он вечный и подходит под любые условия. Это опасное заблуждение. Я сам лет десять назад на одной из шахтных установок столкнулся с ситуацией, когда шланг, формально подходящий по спецификации, дал течь после полугода работы в зоне периодического контакта с раскалёнными поверхностями и агрессивной гидравлической жидкостью. Тогда и пришло понимание: ключ не в названии, а в деталях конструкции, качестве армирования и, что критично, в правильном подборе под конкретную задачу.
Асбест в составе: не панацея, а компонент
Давайте сразу расставим точки над i. Асбест здесь — это наполнитель, придающий резиновой смеси стойкость к высоким температурам и отчасти к открытому пламени. Но сам по себе он не делает шланг прочным. Основа — это качество самой резины, её вулканизация, и, что самое главное, армирующий каркас. Часто вижу, как при заказе внимание уделяют только наличию асбеста, а на оплётку смотрят вторым номером. А ведь именно металлическая оплётка, чаще всего стальная, высокого плетения, держит рабочее давление. Если она слабая или сделана с нарушением технологии, шланг раздует даже при штатных нагрузках, не говоря уже о пиковых.
В наших условиях, на горнодобывающих объектах, шланг работает не просто в жаре. Это постоянные вибрации, истирание о конструкции, резкие перепады давления в гидравлике крепей. Резина с асбестом может не прогореть, но если наружный слой не устойчив к маслам и механическим повреждениям, он быстро потрескается. Внутренний слой, кстати, тоже должен быть совместим с конкретным типом гидравлической жидкости — не все резиновые смеси одинаково хорошо работают с синтетическими маслами.
Вот пример из практики. Заказывали партию шлангов для гидравлических систем проходческого комбайна. В спецификации было указано ?огнеупорный, с асбестом?. Получили, смонтировали. Через три месяца — множественные протечки на изгибах. При вскрытии оказалось, что внутренний слой резины разбух и отслоился от оплётки. Жидкость была специальная, нестандартная. Производитель использовал стандартную резиновую смесь, не устойчивую к её компонентам. Асбест тут был ни при чём — проблема в химической совместимости. После этого мы всегда запрашиваем у поставщика полную карту совместимости материалов.
Критерии выбора: давление, температура, среда
Выбирая огнеупорный асбестовый резиновый шланг, нельзя мыслить одной цифрой. Нужно смотреть на три параметра в комплексе: рабочее давление (и обязательно импульсное, то есть выдерживаемые скачки), температурный диапазон (причём как постоянный, так и пиковый, кратковременный контакт с пламенем) и химический состав среды, которая будет по нему транспортироваться. Частая ошибка — брать шланг с запасом только по давлению, экономя на температурном диапазоне.
Для гидравлики крепей, например, важна не только огнестойкость, но и гибкость при низких температурах в неотапливаемых забоях. Шланг, который отлично ведёт себя при +80°C, может ?дубеть? и трескаться при -30°C. Это вопрос рецептуры резиновой смеси. Хорошие производители имеют разные составы для разных климатических зон.
Ещё один нюанс — присоединительная арматура. Можно иметь идеальный шланг, но если наконечники (ниппели, фланцы) сделаны из неподходящей стали или имеют плохую опрессовку, вся система будет негерметичной. У нас был случай, когда течь шла именно по линии обжима фитинга. Причина — несоответствие твёрдости металла гильзы и давления опрессовки. Пришлось переделывать всю партию сборок.
Опыт с поставщиками и сборками
Работая с разными поставщиками, пришёл к выводу, что надёжнее сотрудничать с теми, кто специализируется именно на промышленном, а не общестроительном ассортименте. Например, компания ООО ?Хэншуй Дачан Трубная Индустрия? (сайт: dachang.ru) изначально заточена под гибкие шланги и шланговые сборки для гидравлических систем, в частности для крепей. Это важно, потому что они понимают контекст: какие вибрации, какие масла, какие давления. Их профиль — производство резиновых шлангов с металлооплеткой и гидравлических шлангов для крепи с металлообмоткой — говорит о узкой специализации. Когда производитель знает конечное применение, меньше шансов получить ?кота в мешке?.
Мы как-то пробовали заказать у них пробную партию шланговых сборок для замены на старом углепогрузочном комплексе. Задача была нестандартная — нужны были шланги с повышенной стойкостью к абразивной пыли. В их стандартной линейке такого не было. Но поскольку они сами производят, а не просто перепродают, смогли предложить вариант с усиленным наружным слоем из резины с добавлением специальных износостойких компонентов. Это сработало. Срок службы увеличился почти вдвое по сравнению с предыдущим поставщиком.
Конечно, не всё бывает гладко. Однажды пришла партия, где в нескольких шлангах была едва заметная вмятина на оплётке. Возможно, производственный дефект или повреждение при транспортировке. Реакция была оперативной — заменили брак без лишних вопросов. Для меня это показатель: специализированная компания дорожит репутацией в своём сегменте. Они не могут позволить себе массово поставлять некондицию на шахты, это сразу вскроется.
Монтаж и эксплуатация: где кроются риски
Самый лучший шланг можно убить неправильным монтажом. Минимальный радиус изгиба — это не рекомендация, а жёсткое правило. Часто монтажники, чтобы ?красивее? уложить трассу, гнут шланг чуть ли не в кольцо. Это создаёт колоссальное напряжение на оплётке и внутреннем слое. В зоне перегиба резина быстро трескается, металл оплётки устаёт и ломается. Результат — внезапный разрыв под давлением.
Ещё один враг — скручивание. При установке шланговую сборку нельзя закручивать вокруг своей оси. Это ослабляет армирование. Мы маркируем шланги продольной линией при монтаже, чтобы видеть, не проворачивается ли он при подключении. Мелочь, но она спасает от многих проблем.
Обслуживание — тоже ключевой момент. Даже огнеупорный шланг нужно регулярно осматривать на предмет появления вздутий, трещин, признаков истирания или изменения цвета (что может говорить о перегреве). Периодичность осмотра зависит от интенсивности работы. На критичных участках мы меняем шланги не по факту выхода из строя, а по истечению расчётного ресурса, который определяем эмпирически, исходя из опыта работы с конкретным типом от конкретного производителя.
Взгляд вперёд: материалы и тенденции
Асбест, при всех его огнестойких свойствах, сейчас всё чаще становится предметом споров из-за экологических норм. В некоторых странах его применение ограничивают. Это подталкивает производителей искать альтернативы. Вижу появление шлангов с огнеупорными синтетическими волокнами или специальными керамическими покрытиями. Пока они часто дороже и могут уступать в долговечности при постоянном механическом воздействии, но тенденция очевидна.
Для таких компаний, как ООО ?Хэншуй Дачан Трубная Индустрия?, чья деятельность включает продажу комплектующих для горнодобывающей продукции, это вызов. Им придётся либо совершенствовать классические асбестосодержащие составы в рамках норм, либо разрабатывать и сертифицировать новые линии. Упоминание на их сайте о продаже металлических гибких шлангов наводит на мысль, что они могут развивать и полностью металлические огнестойкие решения, где резина не используется вовсе. Это интересное направление для особо жёстких условий.
В конечном счёте, выбор всегда остаётся за специалистом на месте. Никакая спецификация не заменит понимания реальных условий работы. Огнеупорный асбестовый резиновый шланг — это не волшебная палочка, а сложный технический элемент. Его надёжность складывается из точного подбора под задачу, качества изготовления, грамотного монтажа и внимательной эксплуатации. И здесь опыт, в том числе и негативный, как у меня в той давней истории с протечкой, оказывается самым ценным активом.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Сводка по шлангам с 4-слойной стальной навивкой
Сводка по шлангам с 4-слойной стальной навивкой -
 Изолированные резиновые шланги
Изолированные резиновые шланги -
 6S-32
6S-32 -
 Гидравлический шланг со стальной оплеткой тип 2 2WB-16
Гидравлический шланг со стальной оплеткой тип 2 2WB-16 -
 4SP-25
4SP-25 -
 Сборные гидравлические шланги
Сборные гидравлические шланги -
 Гидравлический шланг со стальной оплеткой тип 2 2WB-32
Гидравлический шланг со стальной оплеткой тип 2 2WB-32 -
 4SP-16
4SP-16 -
 4SP-10
4SP-10 -
 Гидравлический шланг со стальной оплеткой тип 2 2WB-10
Гидравлический шланг со стальной оплеткой тип 2 2WB-10 -
 Гидравлический шланг со стальной оплеткой тип 2 2WB-19
Гидравлический шланг со стальной оплеткой тип 2 2WB-19 -
 4SH 4SP
4SH 4SP
Связанный поиск
Связанный поиск- шланг пневматический резиновый армированный
- резиновая шланг диаметром 25мм внутренний
- шланги резиновые промышленные
- шланг армированный резиновый 50мм
- шланг резиновый с быстросъемными соединениями 6х12 мм
- шланг резиновый армированный 12 мм внутренний диаметр
- утеплить резиновый шланг
- шланги для воды резиновые черные
- шланг резиновый армированный 18мм
- купить черный резиновый шланг