




Резиновые шланги со стальной навивкой
Когда слышишь ?резиновые шланги со стальной навивкой?, многие представляют себе просто резиновый рукав в металлической косе. На деле же — это целая инженерная система, где каждая деталь, от состава резиновой смеси до угла навивки проволоки, определяет, выдержит ли шланг 300 бар в забойной стойке или лопнет на первом же цикле. Частая ошибка — гнаться за толщиной оплетки, забывая про адгезию резины к металлу. Видел, как на стенде рвало именно по границе слоев, а не по проволоке. Вот об этих нюансах, которые в каталогах не пишут, и хотелось бы порассуждать.
Что скрывается за ?стандартными характеристиками?
В спецификациях обычно указаны давление, внутренний диаметр, температура. Но возьмем, к примеру, давление. Указывается номинальное, кратковременное, импульсное. Для гидравлики крепей важен именно импульсный режим — постоянные скачки при поджатии. Здесь и вылезает главный враг — усталость металла. Не всякая стальная проволока для навивки одинаково работает на циклические нагрузки. Некоторые поставщики, экономя, используют проволоку без гальванического покрытия или с низкой вязкостью. Она может не порваться, но микротрещины от коррозии под оплеткой сделают свое дело через полгода эксплуатации в сырой выработке.
Еще один момент — сама резина. Она должна быть не просто маслобензостойкой. В гидросистемах крепей часто используются жидкости на различной основе — минеральные, синтетические. Резиновая смесь должна сохранять эластичность и не набухать. Был случай на одном разрезе: поставили шланги, которые идеально держали стандартное масло И-20, но при переходе на другую жидкость (с добавками) внутренний слой начал отслаиваться крошками, забивая клапана. Оказалось, производитель сэкономил на совместимости с пакетом присадок.
Поэтому, когда видишь сайт, как у ООО ?Хэншуй Дачан Трубная Индустрия? (https://www.dachang.ru), где прямо заявлена специализация на шлангах для гидравлических стоек, это уже намекает на более глубокое понимание вопроса. Компания, которая фокусируется на конкретной отрасли — горнодобывающей — обычно лучше прорабатывает эти скрытые параметры под реальные условия, а не просто продает ?шланги высокого давления?.
Конструкция: где искать слабое звено
Конструктивно шланг со стальной навивкой — это многослойный пирог. Внутренний резиновый слой (tube), силовой слой (та самая навивка из стальной проволоки), внешний резиновый слой (cover). Казалось бы, все просто. Но ключевое — переходы между слоями и фитинги.
Самая критичная точка — место обжима фитинга (ниппеля). Здесь концентрируются напряжения. Если обжим выполнен не с расчетным усилием или на неправильном оборудовании, образуется либо недожим (шланг будет течь), либо пережим (он перекусит часть проволок, создав локальное ослабление). Мы как-то проводили вскрытие после отказа: под обжимной гильзой были видны 2-3 порванные проволоки из навивки. Шланг держал статическое давление, но в импульсном режиме в этом месте началось постепенное разлохмачивание оплетки.
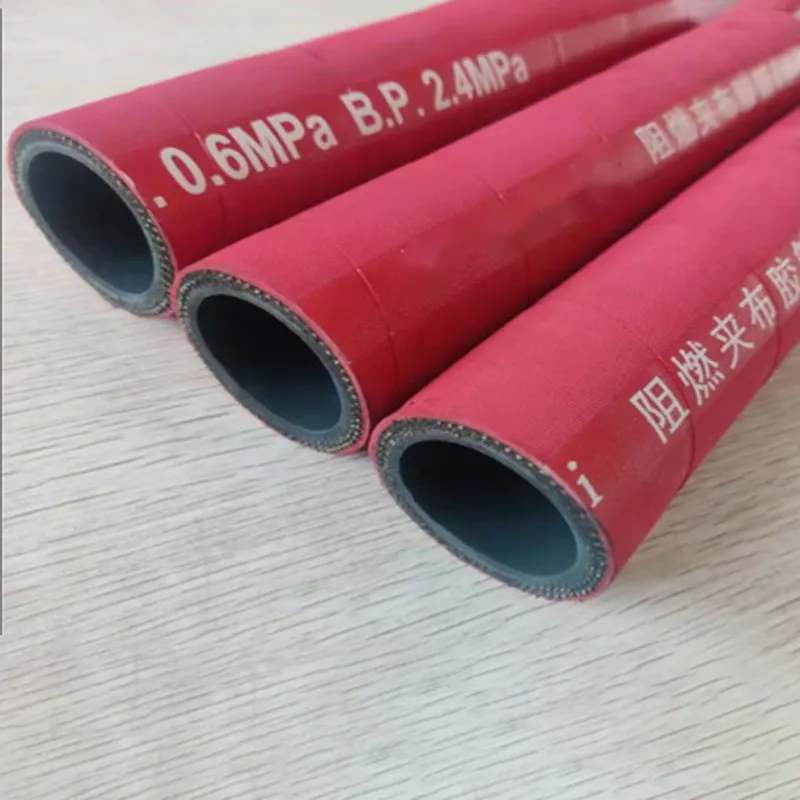
Внешний слой — это не просто защита от царапин. В шахтных условиях он должен противостоять истиранию о породу, иметь стойкость к грибку (да-да, во влажных выработках бывает и такое) и, желательно, иметь маркировку, которая не стирается за неделю. Плохой внешний слой трескается на морозе при транспортировке, открывая оплетку для коррозии.
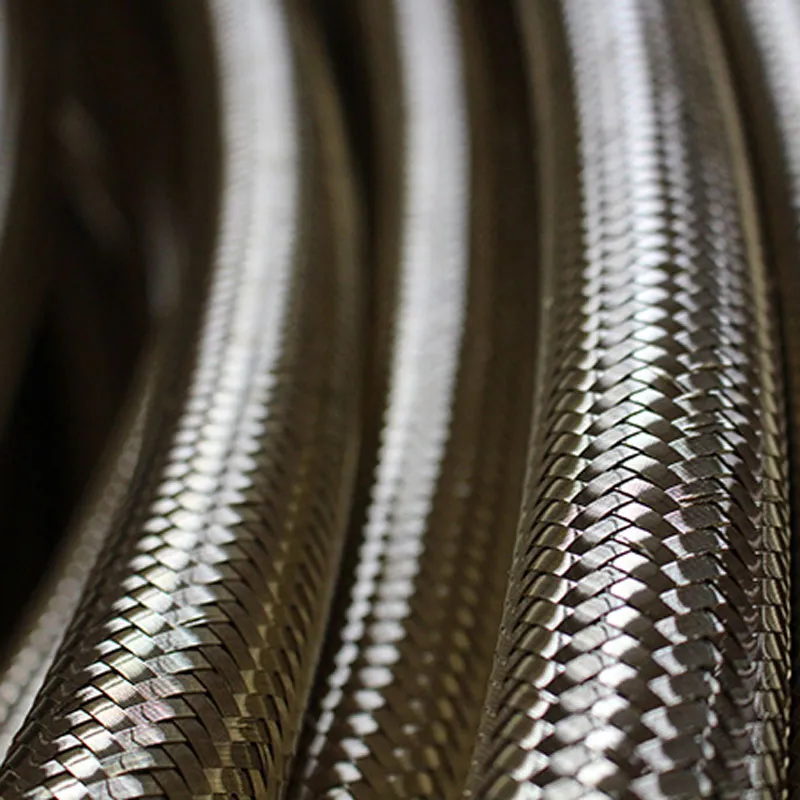
Про навивку и углы
Навивка бывает однослойная и двухслойная, часто в два противоположно направленных слоя. Угол навивки — это не для красоты. Он определяет, как шланг будет реагировать на растяжение и внутреннее давление. Слишком острый угол — шланг будет сильно укорачиваться и удлиняться при изменении давления (эффект ?поршня?). Слишком пологий — может не обеспечить достаточной стойкости к разрыву. Для гидросистем с подвижными узлами, как в крепях, это критично. Иногда видишь шланг, который по паспорту держит давление, но при работе постоянно дергается и вырывает хомуты — это как раз про неправильные углы и баланс сил.
Опыт применения и типичные ошибки монтажа
Даже самый качественный шланг можно убить неправильной установкой. Самая частая ошибка — монтаж с минимальным радиусом изгиба. В спецификации всегда указан минимальный радиус. Если его нарушить, внутренняя оплетка на внутренней стороне изгиба сожмется, а на внешней — растянется сверх меры. Это сразу создает точку для усталостного разрушения. Напоминаю, радиус считается по оси шланга, а не по его наружной поверхности!
Еще один момент — скручивание. Шланг при установке нельзя скручивать вокруг своей оси. Это нарушает геометрию силового слоя, проволоки работают уже не на растяжение, а на скручивание, к чему они не предназначены. Проверить просто: нанесите продольную линию маркером по всей длине шланга перед монтажом. После подключения линия должна оставаться прямой, а не идти по спирали.
И, конечно, банальный перегрев. Резиновый шланг, проложенный рядом с горячей трубой или выхлопом двигателя, быстро стареет. Резина теряет эластичность, трескается. Внешне может выглядеть нормально, но при следующем скачке давления — разрыв. Для таких мест нужны специальные исполнения с термостойким покрытием или обязательная теплоизоляция.
Выбор поставщика: специализация против универсальности
На рынке много компаний, которые продают ?все виды рукавов?. И есть те, кто заточен под конкретную отрасль, как ООО ?Хэншуй Дачан Трубная Индустрия?. Их сайт (https://www.dachang.ru) четко указывает на фокус: гибкие шланги и шланговые сборки для гидравлических стоек, горнодобывающая продукция. Это важный сигнал. Такой производитель, скорее всего, лучше понимает, что значит ?шахтные условия?: влажность, абразивная пыль, вибрация, низкие температуры на поверхности зимой. Его продукция, вероятно, изначально тестируется на совместимость с типовыми жидкостями в крепях и на импульсные нагрузки.
Универсальный поставщик часто предлагает ?аналоги?, которые по базовым параметрам (диаметр, давление) подходят. Но в нюансах — состав резины, тип проволоки, конструкция фитинга — может быть несоответствие. В итоге экономия на цене за метр оборачивается простоем техники и затратами на срочную замену. Особенно это касается шланговых сборок — готовых изделий с обжатыми фитингами. Здесь доверие к технологическому процессу производителя должно быть максимальным.
Поэтому при выборе всегда смотрю не только на ценник, но и на ассортимент. Если в линейке есть специальные позиции для горной техники, и они выделены — это плюс. Значит, над ними думали отдельно. Как, например, в случае с упомянутой компанией, которая прямо указывает производство гидравлических шлангов для крепи с металлообмоткой как основное направление. Это уже не кустарщина.
Заключительные мысли: на что смотреть в первую очередь
Итак, резюмируя разрозненные мысли. Выбирая резиновые шланги со стальной навивкой для ответственных применений (а гидравлика крепей — именно такое), не зацикливайтесь только на диаметре и давлении. Запросите у поставщика уточнения: 1) Состав резины (базовая совместимость с рабочей жидкостью). 2) Тип и покрытие проволоки навивки (коррозионная стойкость). 3) Протоколы испытаний именно на импульсную нагрузку. 4) Рекомендации по монтажу (минимальный радиус, недопустимость скручивания).
Имеет смысл работать со специализированными производителями, которые понимают конечные условия эксплуатации. Как те, кто делает акцент на продукции для горнодобычи. Потому что их технолог, разрабатывая смесь или принимая проволоку, наверняка представляет себе не склад, а сырую, пыльную выработку с вибрирующей крепью. И этот практический опыт в итоге закладывается в продукт, делая его не просто ?трубкой в оплетке?, а надежным элементом системы, от которого зависит и безопасность, и бесперебойная работа.
В конце концов, все эти размышления — из серии ?чтобы потом не было мучительно больно?. Лучше потратить время на запрос технических деталей и выбор адекватного поставщика, чем в авральном режиме менять лопнувший шланг в неудобном месте, рискуя простоем целой секции. Проверено не раз.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Сводка по шлангам с 4-слойной стальной навивкой
Сводка по шлангам с 4-слойной стальной навивкой -
 Гидравлический шланг со стальной оплеткой тип 2 2WB-38
Гидравлический шланг со стальной оплеткой тип 2 2WB-38 -
 4SH 4SP
4SH 4SP -
 4SP-19
4SP-19 -
 Паровые резиновые шланги
Паровые резиновые шланги -
 6s-51
6s-51 -
 DIN EN853 Гидравлические шланги со стальной оплёткой
DIN EN853 Гидравлические шланги со стальной оплёткой -
 Гидравлический шланг со стальной оплеткой тип 2 2WB-51
Гидравлический шланг со стальной оплеткой тип 2 2WB-51 -
 Резиновые шланги серии SAE
Резиновые шланги серии SAE -
 4SP-10
4SP-10 -
 Гидравлический шланг со стальной оплеткой тип 2 2WB-13
Гидравлический шланг со стальной оплеткой тип 2 2WB-13 -
 4SP-38
4SP-38
Связанный поиск
Связанный поиск- дюймовый резиновый шланг
- шланг резиновый 3 дюйма
- шланг резиновый армированный 16мм
- Гибкие шланги для строительной техники
- шланг рукав резиновый д 25
- шланг резиновый 25 мм внутренний
- резиновый шланг 110
- купить шланг резиновый пермь
- Резиновые шланги для промышленного применения
- шланг резиновый высокотемпературный давление 6 бар