




Специализированные паровые резиновые шланги
Когда слышишь 'паровые шланги', многие сразу думают о чем-то простом — резина, пар, давление. Но в реальности, особенно в промышленных условиях, где пар — это не просто горячий воздух, а часто носитель с температурой под 200°C и давлением в десятки атмосфер, всё становится сложнее. Частая ошибка — считать, что любой армированный шланг с маркировкой 'для пара' подойдет. На деле, неспециализированные решения быстро выходят из строя, а последствия — от простоев до аварий. Я сталкивался с этим не раз, когда на объектах пытались сэкономить, ставя что попало.
Чем специализированные паровые шланги отличаются от обычных резиновых
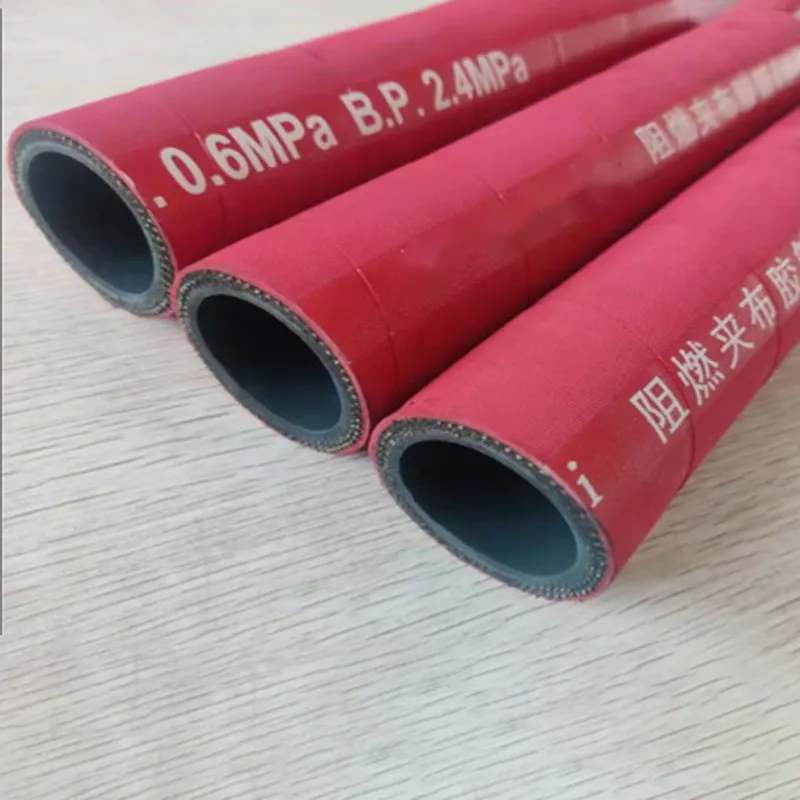
Здесь ключ — в слове 'специализированные'. Это не просто резиновая трубка. Внутренний слой — это особая резиновая смесь, устойчивая не только к высокой температуре, но и к постоянным термическим циклам — нагрев, охлаждение, снова нагрев. Обычная резина дубеет, трескается, отслаивается. Видел, как на хлебозаводе через полгода такой 'экономии' в шланге появлялись вздутия, а потом — разрыв. Внешний слой тоже важен — он должен противостоять внешним воздействиям, маслу, истиранию. Но главное — армирование. Часто это несколько слоев высокопрочной стальной оплетки, иногда спирали. Именно она держит давление. Но и здесь нюанс — качество этой самой проволоки, плотность плетения. Дешевые аналоги грешат тем, что оплетка неоднородна, под нагрузкой 'расползается'.
Еще один момент, который часто упускают — соединения, концевую арматуру. Даже идеальный шланг с плохо обжатым ниппелем или неподходящим по материалу фитингом — это бомба замедленного действия. Пар найдет малейшую слабину. Приходилось переделывать сборки, которые делали 'на глазок', без контроля момента обжима. В итоге, специализированный паровой шланг — это система: внутренний слой, армирование, внешняя оболочка и правильно подобранная, качественно установленная арматура. Упустишь одно — вся конструкция не работает.
Кстати, о производителях. На рынке много предложений, но не все понимают специфику именно пара. Например, компания ООО 'Хэншуй Дачан Трубная Индустрия' (сайт — dachang.ru), которая известна как специализированный производитель гибких шлангов и сборок для гидравлических систем, в том числе для крепей, тоже работает с резинотехническими изделиями. Их опыт с металлооплеткой и устойчивыми к агрессивным средам материалами, думаю, может быть хорошей базой для разработки именно паровых линеек. Хотя в их ассортименте, судя по описанию, акцент на гидравлику для горнодобычи, но принципы стойкости к давлению и динамическим нагрузкам — общие.
Где и как они применяются на практике — неочевидные моменты
Конечно, первое, что приходит в голову — это пищепром, стерилизация, варка. Но есть и менее очевидные сферы. Например, системы обогрева битумных хранилищ или трубопроводов на стройках в холодный период. Там пар подается для поддержания вязкости. Или химические производства, где пар используется как теплоноситель в реакторах. Тут добавляется фактор химической стойкости внутреннего слоя — возможны примеси. Один раз был случай на небольшом заводе по переработке: пар шел с мельчайшими частицами продукта, и стандартный шланг быстро забился и разъелся. Пришлось искать решение с особым составом резины.
Важен и монтаж. Паровой шланг нельзя изгибать на малый радиус, это создает точки перенапряжения в оплетке. Его нужно правильно крепить, оставляя слабину для температурного расширения. Часто вижу, как их натягивают, как струну, а потом удивляются, что оторвало на соединении. Еще один практический совет — маркировка. Хороший специализированный шланг всегда имеет четкую, несмываемую маркировку с указанием рабочего давления, температуры, стандарта, иногда даты изготовления. Это не для галочки. Когда у тебя на объекте десятки линий, это спасает от ошибок при замене.
И о длине. Казалось бы, бери с запасом. Но с паром это не всегда хорошо. Длинный незакрепленный шланг — это риск образования конденсатных мешков, гидроударов при резком пуске пара. Лучше разбивать трассу на участки с правильными опорами и дренажными карманами для конденсата. Это уже из области инженерии, но монтажник шлангов должен это понимать, иначе работа будет недолгой.
Почему просто 'купить шланг' недостаточно — история с подбором
Был у меня опыт на деревообрабатывающем комбинате. Нужно было заменить шланги на паровых прессах. Заказчик прислал техзадание: давление 16 бар, температура 190°C. Казалось, всё просто. Подобрали по каталогу специализированные паровые резиновые шланги с соответствующей маркировкой. Поставили. Через три месяца — звонок: течь, резина пористая. Стали разбираться. Оказалось, в системе был не чистый насыщенный пар, а слегка перегретый, да еще с микрочастицами масла из старой, изношенной турбины. Температурный режим в пиках превышал заявленный, плюс химическое воздействие. Стандартная резина не была рассчитана на такой коктейль.
Пришлось искать производителя, который мог бы сделать шланг с внутренним слоем из EPDM или специальной термостойкой синтетики, более стойкой к маслу, и с запасом по температуре. Это вышло дороже, но срок службы пошел уже на годы. Вывод: техзадание — это только отправная точка. Нужно понимать реальные условия: чистота пара, наличие циклов (постоянная работа или пуск-стоп), возможные примеси, внешняя среда (может, он будет лежать на горячей поверхности?). Без диалога с технологом на объекте не обойтись.
Здесь, кстати, ценен подход тех компаний, которые не просто продают метраж, а могут проконсультировать и адаптировать продукт. Если взять того же ООО 'Хэншуй Дачан Трубная Индустрия' (информация на dachang.ru говорит, что они производят шланговые сборки под конкретные задачи), то логично, что для пара такой подход — создание готовой сборки с учетом всех параметров — был бы идеален. Их опыт в производстве шлангов с металлооплеткой для гидравлики, где давление и динамические нагрузки критические, вполне применим и к паровым системам. Главное — адаптировать материал внутреннего слоя.
Арматура и сборка — где кроется 80% проблем
Можно взять самый лучший шланг от лучшего производителя и испортить всё на этапе сборки. Концевая арматура для пара — это обычно стальные ниппели или фланцы. Важно, чтобы резьба или фланцевое соединение соответствовали стандарту на оборудовании. Но еще важнее — обжим. Недообжал — будет течь. Пережал — повредишь каркас шланга, армирующую оплетку, создашь точку усталости. Нужен контроль момента обжима, специальное оборудование. Часто в цехах этим пренебрегают, зажимают 'как получится'.
Еще один бич — неправильный выбор типа арматуры. Например, для частых подключений/отключений нужны быстроразъемные соединения, но не все они рассчитаны на высокие температуры пара. Уплотнительные кольца в них могут деградировать. Приходилось видеть, как меняли шланг, а проблема была в потрескавшемся уплотнении на быстросъеме. Поэтому сборку лучше доверять тем, кто в этом специализируется. Готовая, заводская сборка, проверенная на герметичность и давление, часто надежнее кустарной.
В этом контексте, если компания, как упомянутая ООО 'Хэншуй Дачан Трубная Индустрия', позиционирует себя как производитель именно шланговых сборок (а не просто шлангов), это серьезное преимущество. Значит, они контролируют процесс от резиновой смеси до обжатого фитинга. Для ответственных паровых линий это может быть решающим фактором. На их сайте dachang.ru указано, что они работают с металлооплеткой и металлообмоткой — это как раз те технологии армирования, которые критичны для давления пара.
Что в итоге? Мысли вслух о выборе и надежности
Итак, подбирая специализированные паровые резиновые шланги, нельзя смотреть только на цифры давления и температуры в каталоге. Нужно копать глубже: реальная среда, цикличность, квалификация монтажников. Иногда лучше заплатить за консультацию и готовое решение, чем потом нести убытки от простоя. Самый дорогой шланг — это тот, который порвался в самый неподходящий момент.
Надежность — это система. От материала внутренней трубки, через качество стальной оплетки, до маркировки и правильного обжима фитинга. Производители, которые имеют опыт в смежных областях высокого давления, как та же компания с сайта dachang.ru, потенциально могут предложить хорошие инженерные решения, если вложатся в разработку именно паровых спецификаций. Но нужно требовать от них не просто товар, а техническую поддержку и понимание твоей задачи.
В конце концов, всё упирается в детали. Та самая 'специализированность' — это и есть внимание к деталям, которые в обычных условиях не важны, а в паровых — решают всё. И мой опыт говорит: сэкономить на этой специализации не получится. Проверено, увы, не на самых приятных примерах. Лучше один раз вникнуть и поставить то, что проработает годы, чем постоянно латать и рисковать.
Соответствующая продукция
Соответствующая продукция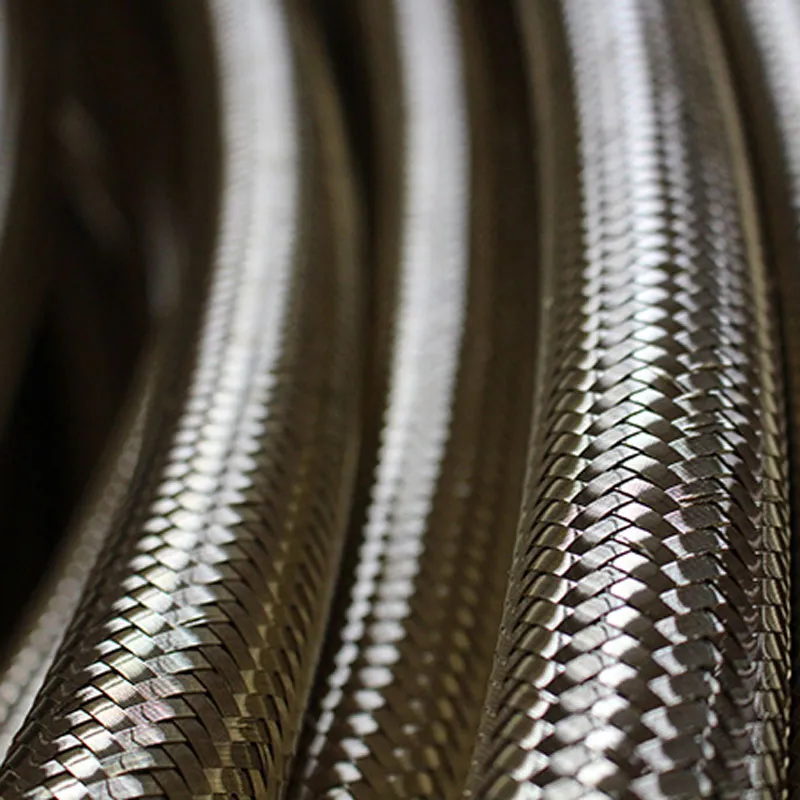






Самые продаваемые продукты
Самые продаваемые продукты-
 Изолированные резиновые шланги
Изолированные резиновые шланги -
 Гидравлический шланг со стальной оплеткой тип 2 2WB-19
Гидравлический шланг со стальной оплеткой тип 2 2WB-19 -
 R13
R13 -
 Резиновый напорный шланг с тканевым каркасом для воды
Резиновый напорный шланг с тканевым каркасом для воды -
 4SP-51
4SP-51 -
 Гидравлический шланг со стальной оплеткой тип 2 2WB-51
Гидравлический шланг со стальной оплеткой тип 2 2WB-51 -
 Универсальные гидравлические шланги с проволочной оплеткой Тип 3 (3WB)
Универсальные гидравлические шланги с проволочной оплеткой Тип 3 (3WB) -
 4SP-16
4SP-16 -
 Гидравлические гибкие шланги
Гидравлические гибкие шланги -
 Резиновый напорный шланг с тканевым каркасом для нефтепродуктов
Резиновый напорный шланг с тканевым каркасом для нефтепродуктов -
 Шланговые соединители
Шланговые соединители -
 Гидравлический шланг со стальной оплеткой тип 2 2WB-25
Гидравлический шланг со стальной оплеткой тип 2 2WB-25
Связанный поиск
Связанный поиск- шланг резиновый ду 50 мм армированный
- шланг резиновый для воды диаметром 32
- армированные резиновые шланги 60 мм
- шланг резиновый 3 4 25 м
- шланг резиновый диаметр 35
- шланг тормозной бронированный
- Специализированные паровые резиновые шланги
- шланг резиновый 22мм
- резиновые шланги для горячей воды
- шланг резиновый армированный 16 мм внутренний