




шланг резиновый армированный 50
Когда видишь в спецификации или запросе ?шланг резиновый армированный 50?, многие, особенно те, кто только начинает работать с гидравликой крепей, думают, что дело только в внутреннем диаметре. Мол, 50 мм — и все вопросы решены. На практике же эта цифра — лишь отправная точка для целой цепочки технических решений, и если на ней зациклиться, можно легко ошибиться с давлением, совместимостью или сроком службы. У нас на складе и в проектах такие шланги — обычное дело, но каждый случай заставляет лишний раз проверить не только калибр, но и что под оплеткой, и куда это все будет вкручиваться.
Что на самом деле скрывается за ?армированием? и диаметром 50
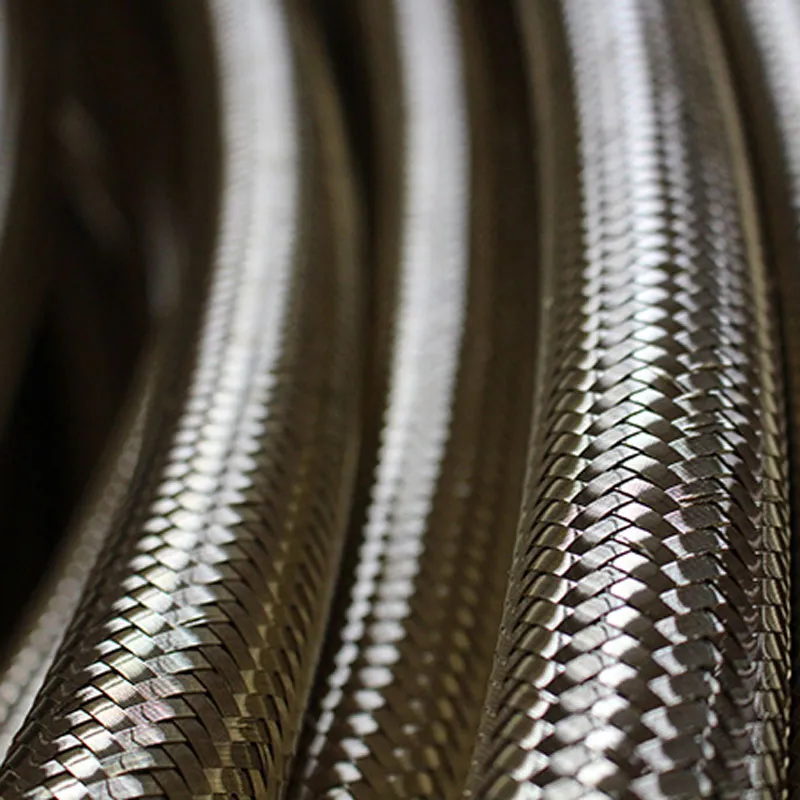
Армирование — это обычно стальная проволочная оплетка, одна или две. Для диаметра 50 мм в условиях горной выработки, где работают гидравлические стойки, почти всегда идет двухслойная оплетка. Почему? Потому что однослойная может не вытянуть пиковые нагрузки, особенно при динамическом ударе. Я сам видел, как на одном из разрезов попробовали сэкономить и поставили шланг с однослойной оплеткой на подачу к цилиндрам крепи — через две недели начались вздутия, а потом и разрыв. Замена всей линии в забой обошлась дороже, чем изначальная разница в цене.
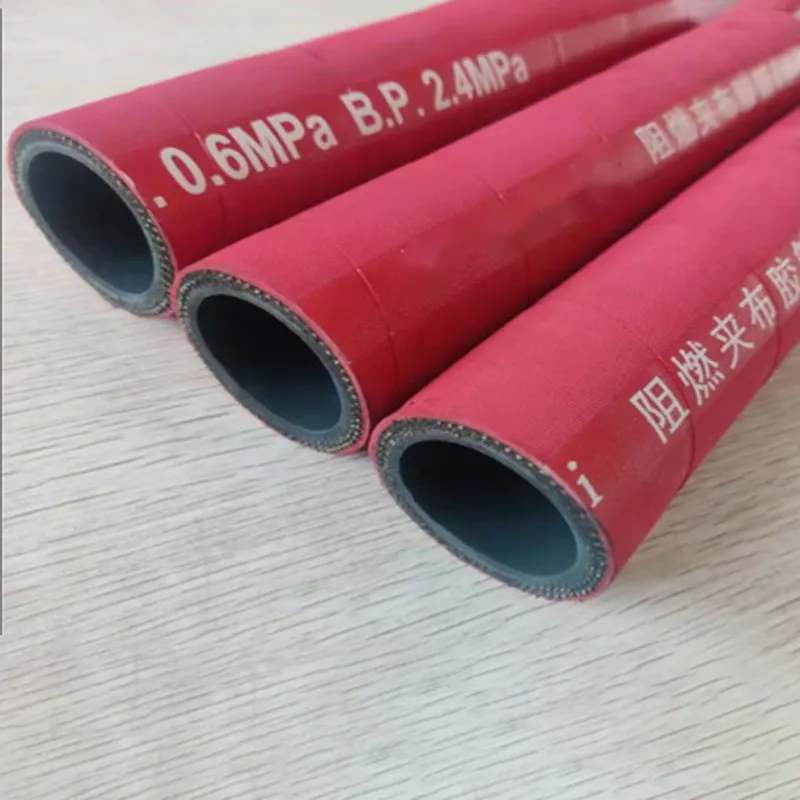
Резина здесь — отдельная история. Мало кто смотрит на марку резиновой смеси, а зря. Она должна быть стойкой не только к маслу (обычно И-20 или подобное), но и к абразивной взвеси, которая всегда есть в гидросистеме. Бывает, резина выглядит толстой и надежной, но со временем начинает трескаться изнутри, отслаиваются мелкие частицы, которые потом летят в золотники и клапаны. Для диаметра 50 мм, где поток большой, такая проблема может быстро вывести из строя дорогостоящую аппаратуру.
Именно поэтому мы в работе часто обращаем внимание на продукцию специализированных производителей, которые понимают контекст. Например, ООО ?Хэншуй Дачан Трубная Индустрия? (сайт — https://www.dachang.ru) как раз из таких. Они не просто делают шланги, а именно шланги для гидравлических стоек, и в их ассортименте как раз есть позиции с двухслойной металлооплеткой под наши, ?пятидесятые?, диаметры. В их описании деятельности прямо указано: производство резиновых шлангов с металлооплеткой и гидравлических шлангов для крепи с металлообмоткой. Это важный акцент — значит, они затачивают продукт под конкретные высокие нагрузки, а не просто продают метражом.
Сборка и обжимка — где чаще всего ловят косяки
Допустим, шланг куплен правильный. Самая частая ошибка на этом этапе — небрежность при сборке, то есть при запрессовке фитингов (ниппелей, соединителей). Для шланга резинового армированного 50 обжим должен быть идеально калиброванным. Слишком слабо — будет течь под высоким давлением, слишком сильно — пережмет внутреннюю резиновую трубку, создаст местное сопротивление и ослабит армирующий слой.
У нас был случай на монтаже новой линии: использовали старый обжимной станок, матрицы на котором были уже изношены, но ?вроде подходили? по цифре. Внешне соединения выглядели нормально. После запуска системы под рабочим давлением в 32 МПа одно соединение дало течь, а еще через пару часов лопнуло прямо по обжиму. Пришлось экстренно останавливать участок. Разборка показала, что оплетка под фитингом была частично перерезана краем матрицы. Теперь всегда инспектируем и сам инструмент перед работой с такими диаметрами.
Кстати, некоторые поставщики, как та же ООО ?Хэншуй Дачан Трубная Индустрия?, предлагают готовые шланговые сборки. Это может быть хорошим решением, особенно для критичных участков. Они собирают их на заводе на специальном оборудовании, проводят гидроиспытания. Для нас это иногда означает чуть более высокую цену за метр, но зато экономию на времени монтажа и гарантию от подобных косяков. Особенно если нужна нестандартная длина или конфигурация — проще дать им чертеж.
Работа в забое: давление, вибрация и температурные перепады
В теории шланг рассчитан на определенное рабочее и импульсное давление. На практике в забое давление редко бывает стабильным — есть скачки, гидроудары от работы секций крепи. Для армированного шланга на 50 мм важно, чтобы запас по импульсному давлению был солидным. Я предпочитаю брать шланги, у которых рабочее давление, указанное в паспорте, минимум на 25% выше, чем планируемое в системе. Это не паранойя, это учет реальных условий, где датчики могут не успеть среагировать.
Вторая беда — постоянная вибрация от работающей техники. Она расшатывает даже самые надежные хомуты и соединения. Поэтому точки крепления такого шланга должны быть частыми, а сам он не должен быть в натяг. Один раз пришлось перекладывать целую магистраль потому, что проектировщики дали слишком мало точек крепления — шланг буквально ?ходил ходуном?, и через месяц появились потертости об металлические конструкции.
Температура — еще один фактор. Летом в выработке может быть жарко, зимой на поверхности — минус. Резина должна сохранять эластичность. Бывало, что шланги, купленные ?по остаточному принципу? у непрофильного поставщика, на морозе дубели, а при резком запуске горячего масла в них появлялись микротрещины. Специализированные производители, которые работают для горнодобычи (как упомянутая компания с их направлением на комплектующие для горнодобывающей продукции), обычно тестируют свою резину на широкий температурный диапазон.
Совместимость с жидкостью и долговечность
Казалось бы, все используют стандартные гидравлические масла. Но на разных участках могут быть разные присадки, а иногда в систему попадает эмульсия или даже вода. Внутренний слой шланга (тот, что называется ?трубка?) должен быть инертным к этому. Для резинового армированного шланга 50 я всегда стараюсь уточнить у производителя или в техпаспорте, на какие именно типы жидкостей он рассчитан. Не все об этом пишут, и это красный флаг.
Долговечность — это не только прочность, но и сопротивление старению. Шланг может годами лежать на складе в ожидании монтажа. Если резина некачественная, она может начать стареть еще до ввода в эксплуатацию — потеряет эластичность, на поверхности появятся мелкие трещинки. При вводе такой шланг может не выдержать и половины заявленного срока. Поэтому при приемке крупных партий мы иногда берем выборочный образец и проводим простейший тест на изгиб и осмотр внутренней поверхности.
В этом контексте интересен подход компаний, которые контролируют весь цикл. Если производитель, как ООО ?Хэншуй Дачан Трубная Индустрия?, занимается именно производством, а не просто перепродажей, у него обычно есть контроль над составом смесей и условиями вулканизации. Это часто видно по стабильности характеристик от партии к партии. Для нас такая стабильность важна — когда меняешь участок шланга через год, не хочешь гадать, подойдет ли новый кусок по гибкости и стойкости.
Экономика и логистика: почему не всегда нужно брать ?подешевле?
Цена за погонный метр шланга резинового армированного 50 — один из ключевых факторов при закупке. Но считать нужно не ее, а стоимость владения и простоя. Дешевый шланг, который порвется через полгода и остановит работу секции крепи на смену, обойдется в десятки раз дороже. Простой в угледобыче — это огромные деньги. Поэтому мы всегда закладываем в смету не самую низкую цену, а оптимальную, исходя из опыта работы с конкретным брендом или поставщиком.
Логистика — еще один момент. Такой шланг тяжелый, его не так просто доставить прямо в забой. Если покупаешь у местного дистрибьютора, который сам завозит его из-за границы контейнерами, можно попасть в длительную очередь. Работа с прямыми производителями, у которых налажены каналы, иногда дает преимущество в скорости. Видел, что у https://www.dachang.ru в деятельности заявлена и продажа, и производство — возможно, у них есть готовые склады или более гибкая система отгрузки под проект.
В итоге, выбор такого, казалось бы, простого компонента, как армированный резиновый шланг на 50 мм, сводится к комплексной оценке: технические характеристики под реальные, а не паспортные условия; надежность сборки; химическая совместимость; репутация поставщика и, в конечном счете, общая экономика проекта. Это не та деталь, на которой стоит экспериментировать. Лучше один раз найти надежного партнера-производителя, который понимает специфику горной гидравлики, и потом работать с минимальными рисками. Опыт, в том числе и негативный, показывает, что именно такой подход спасает и нервы, и бюджет.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Металлические гибкие шланги
Металлические гибкие шланги -
 Гидравлический шланг со стальной оплеткой тип 2 2WB-13
Гидравлический шланг со стальной оплеткой тип 2 2WB-13 -
 4SP-32
4SP-32 -
 4SP-19
4SP-19 -
 Бронированные резиновые шланги
Бронированные резиновые шланги -
 Сборные гидравлические шланги
Сборные гидравлические шланги -
 4SP-10
4SP-10 -
 DIN EN853 Гидравлические шланги со стальной оплёткой
DIN EN853 Гидравлические шланги со стальной оплёткой -
 Гидравлический шланг со стальной оплеткой тип 2 2WB-38
Гидравлический шланг со стальной оплеткой тип 2 2WB-38 -
 Изолированные резиновые шланги
Изолированные резиновые шланги -
 Универсальные гидравлические шланги с проволочной оплеткой Тип 1 (1WB)
Универсальные гидравлические шланги с проволочной оплеткой Тип 1 (1WB) -
 Шланговые соединители
Шланговые соединители
Связанный поиск
Связанный поиск- шланг резиновый армированный 25мм
- шланг резиновый черный 25 мм
- шланг резиновый 50мм диаметр
- резиновый шланг 10 мм внутренний
- шланг резиновый 20 метров
- прочный резиновый шланг
- шланг поливочный 3 4 резиновый морозостойкий
- шланг резиновый 22мм
- шланг газовый резиновый 2 м
- Резиновые шланги со стальным каркасом и фланцевым соединением